Project Background: Challenges in Stainless Steel Deep Hole Machining
The customer, a high-end hydraulic equipment manufacturer, required machining stainless steel deep holes (D12.5H7, 85mm depth) with Ra0.4 surface roughness and ±0.005mm hole tolerance.
The original process using standard reamers faced the following pain points:
- Poor chip evacuation: Chip clogging caused tool chipping, with tool life limited to ~600 holes.
- High thermal deformation risk: Traditional external cooling failed to dissipate heat, causing ±0.015mm hole tolerance fluctuations due to temperature rise.
- Low efficiency: Single-piece machining time reached 2.5 minutes, affecting production line rhythm.

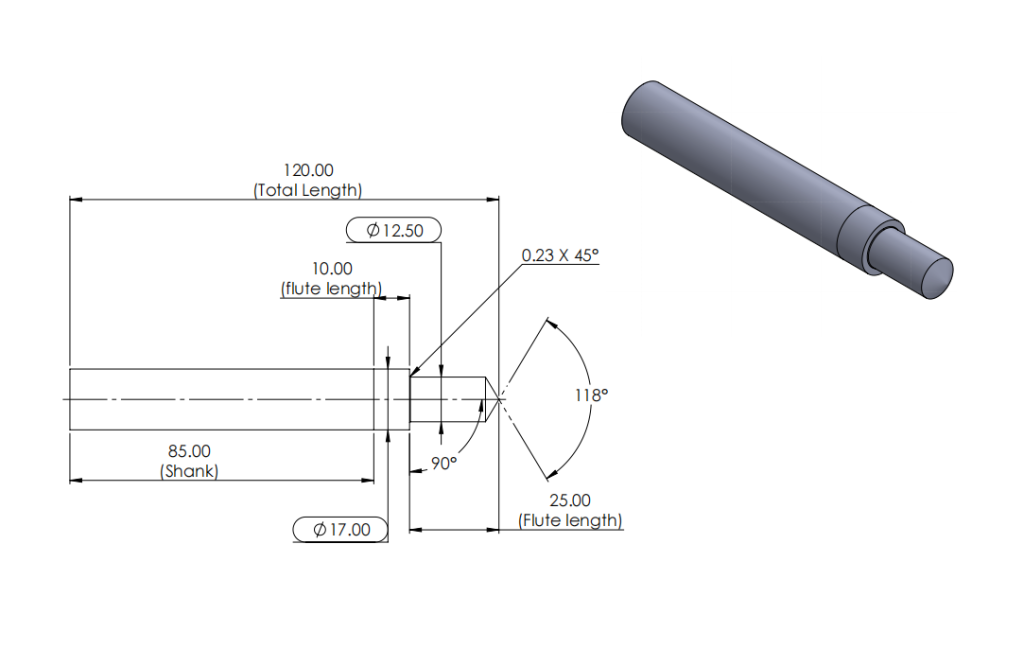
Technical Solution: Custom CARBIDE REAMER 6FL-COOLANT Design
Based on customer requirements, we developed the CARBIDE REAMER 6FL-COOLANT (D12.5x35x85xD12x6FL), with the following key design highlights:
- 6-Flute High-Efficiency Structure
- 6FL (6 Flutes) design improves cutting stability, with optimized flute spacing at a 58° helix angle to reduce vibration.
- Parabolic chip flute (D12→D12.5) increases chip space by 40%, preventing clogging in deep-hole machining.
- Single-Center Internal Coolant Design
- Center coolant hole (EW1.8xDP1.2): A single large-diameter coolant channel (1.8mm) at the tool axis delivers coolant directly to the cutting zone (80bar pressure, 1.2mm from the cutting edge).
- Negative pressure chip evacuation: The center hole creates a vacuum effect, accelerating chip removal and reducing adhesion on hole walls (critical for stainless steel).
- Precision Manufacturing Process
- Key dimensional tolerances:
- D12.5H7 (-0.005mm) (hole diameter)
- D12h6 (±0.003mm) (shank diameter)
- 35mm cutting length (±0.02mm)
- Surface treatment: TiAlN nano-coating (3.2μm thickness) enhances wear resistance and thermal stability.
- Anti-Vibration Optimization
- Edge honing adjusted to 0.02mm, combined with asymmetric helical flutes (Helix Angle 35°/38°) to minimize cutting impact.
Application Results: Dual Breakthroughs in Efficiency and Precision
Customer testing showed:
- Improved Hole Accuracy: Tolerance stabilized at ±0.003mm, meeting H7 assembly standards.
- Achieved Surface Roughness: Ra≤0.4μm, eliminating secondary polishing.
- Enhanced Efficiency: Single-piece machining time reduced to 1.6 minutes, improving efficiency by 36%.
- Cost Reduction: Per-hole cost dropped by 42%, saving over $180,000 annually.
Customer Feedback:
“This 6-flute internal coolant reamer completely solved our heat dissipation and chip evacuation challenges in stainless steel deep-hole machining. Tool life extended 3x, and hole stability eliminated frequent equipment adjustments, boosting our line efficiency directly!”
Technical Highlights Summary
- Single-Center Coolant Advantage: Direct coolant delivery (1.2mm from cutting edge) extends tool life to 1,800 holes.
- Anti-Vibration Design: Asymmetric helical flutes (35°/38°) + 0.02mm honing reduce vibration-induced tolerance deviations.
- Rapid Validation: Trial solutions within 72 hours, first-batch delivery within 3 weeks.
Contact Us to Customize Your Perfect Tool!
If you face similar machining challenges or wish to optimize your current production process, feel free to contact us! SDFTools will provide professional technical support and tailored tooling solutions.
🌐 Website: www.sdftools.com
📧 Email: sdfgroup@sdftools.com
📱 WhatsApp: +65 89420188
👥 LinkedIn: www.linkedin.com/company/shengdefu-precision-tools-co-ltd
Let’s build a more efficient and precise machining future together!